
 View PDF on screen (MD4)
View PDF on screen (MD4)

Disable all DOUT open load detection
As a feature request - can this be set in the channel to have a no open load errors option. We have had many issues with this error coming up when the output is off when driving a load through a diode for example(another computer is also controlling this load as well). Diesel Pre-heat for example which must work with the Iqan off or on. I realize the output can be put in a function group and disabled - but it is definitely not intuitive and requires extra programming and memory etc.
Ability to label CAN buses, Vref, etc in the List view of a master module
I think it would be useful to be able to take the description text from the CAN bus, VRef, etc or add free text to the List view of a master module:
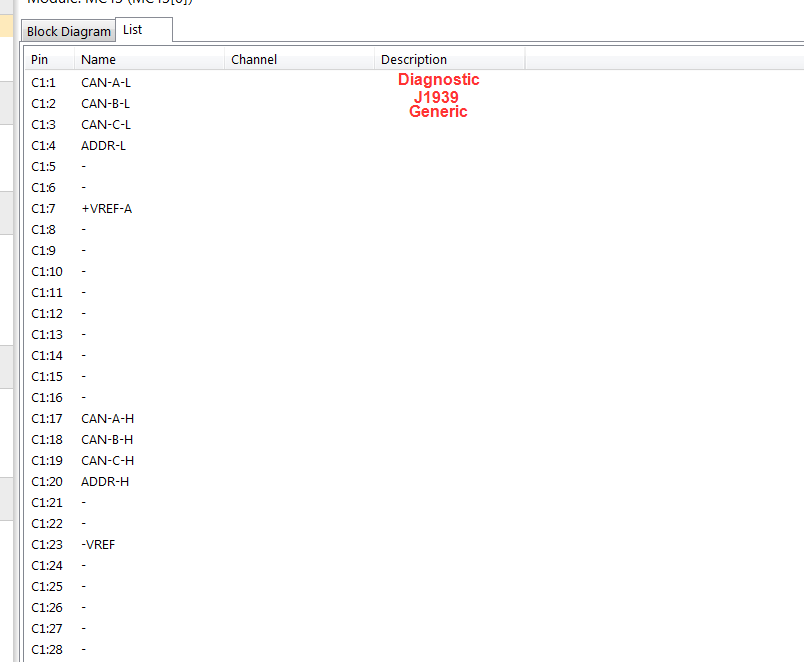
This would allow for clearer definition when sending to a wire harness builder or for troubleshooting.

One more colour for reference lines
Hi, today we have silver and red reference lines. Furthermore we have the possibility to show all or only the lines from a component. When I select a component, the associated lines are highlighted a little bit with a thicker line. But it is still hard to see, if you got a mesh like I have here below.
Wouldn't it be nice if we add a third colour to highlight the lines of the selected component?

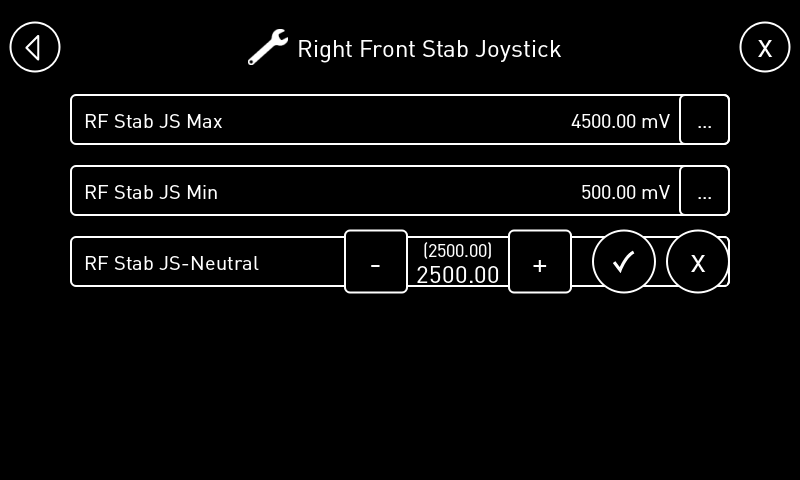
Adjust on Screen Reference Channel MD4
When adjusting a parameter on the MD4 adjust screen, can the reference channel for the adjust group be displayed? It would also be nice if individual adjust items could have their own reference channels rather than the entire group.
Setting cycle time for individual function groups
Our Company has been using IQAN for several years now and continually run into issues of not enough RAM or too high of CPU ussage, causing us to increase loop time, and not use other handy features such as QCoding in order to reduce resource usage. I think we could save a lot of time and head aches if we could set the cycle time of certain function groups. Not everything we code needs to be evaluated every cycle, some stuff maybe needs to be checked once a second. Therefore it would be good to be able to set a function group priority and cycle time.
Example: One function group is set to "High Priority" and must be evaluated within its defined loop time, say 50ms. and another function group, that is not critical to any machine control, is set to "lowest priority" and assigned a loop time of 1000ms. Because it is low priority the controller would try to updated it within 1 second of the previous update but it could take a bit longer (bumped due to priority) if the cpu is busy with a time critical function group.
I just believe we waste too much time updating non critical functions/systems and it would be nice to have a little more control over where the cpu spends and prioritizes most of its time.
Thanks.

re-introduce colors in tool bar
Hi,
Since V5.0x the Lay-out is changed, like Windows-10, without any color, in my opinion it's not better!, please change it to the older version (see attachments)
Iqan 5.png



Idea : Table to manage error code
Dear
I use an electronic variator with around 200 errors codes (it is 0x67A6, 0x5678, ...).
Today it is possible with a Text+State Machine, but it is very long to do that and to maintain.
This idea is to create a new function : a table with two column, in column 1 : the code error, in column 2 : the error text. With input channel and a default text. The output is Text. It is a kind of multivector but with Text.
Nota : if possible import it by excel/csv, it will be super great.

Make log data available to the application and display pages
It would be a nice feature to make log data available to the application and display pages. For example, I like to use the logs to contain machine hours. This can include, engine hours, pump hours, motor hrs, valve hrs, fan hrs, filter dirty hrs, low grease hrs, number of starts, etc... Logs are good for storing the data, visible when you get the clone file c/w logs, with nice reset features. However, this data is currently unavailable for use within the application control logics and display pages. Its current nice to see all of the machine hours in a common log group, but it would be nice to also display some select logs on the programmed pages for operator quick reference. As for use in the application, this data can be used to trigger conditioning message or have other functions.
An alternative solution to display machine hours on the log group and display pages would be to use timers in addition logs. However, these additional timers would result in duplicate and parallel logic to the logs, and is no perfect solution.
 action selector for MD4 button
action selector for MD4 button
I am making the same interface in two version, one on MD3 and one on MD4.
In the md4, I can't have an action selector on buttons, it is possible on the MD3.
Is is something forgotten on the MD4?
Customer support service by UserEcho




{kind=link}
{kind=link}