 Multiple messages with identical PGN
Multiple messages with identical PGN
How do I capture messages in IQANdesign 6 (I can update if required for feature) with the same PGN? I have multiple pumps on one CAN network that feature J1939 style addressing, and each of these pumps has an identical status message in the .dbc file with the exception of their source address - the messages are PDU1 J1939 PGN. I have unsuccessfully tried importing these messages using CAN Generic Frame, but it seems IQANDesign overrides this and reads it as a J1939 Frame In and looks at PGN instead of extended CANID. How can I collect the information for each of these pumps separately in IQANDesign?
For reference, CAN IDs in HEX:
Pump 1 address = 0x18FF2301x
Pump 2 address = 0x18FF2302x
where PGN is FF23 on both pumps.

Disable DM1 on Bootup
Hello,
Is there way to disable DM1 Out on bootup for a period of time while everything starts? Same way logs can be disabled.
Thank you,
Gord

I have a requirement to send TSC1 to two different destination addresses
I did NOT design the messages required for this system so please dont blame me or tell me I need to change them, this is not in my control.
But the requirement is for TSC1 to go to destination 10 AND destination 90. I cant have 2 messages with the same PGN it complains, I cant see how to specify two destination addresses for one message. I am aware of 'broadcast' but do not believe at the moment the two components will pick up the broadcast rather than looking specifically for their own address.
Does anyone have a clue how I can solve this issue?
Shutting Off Engine With Timer
I have an application that has a seat switch timer. When the seat switch sees a negative flank and stays false for 8s, I would like the shutdown the engine. I have the shutdown JFIN configured but I am not sure how to go about sending a message to the engine to command it to shutdown.
I have a message that I need to add a checksum INTO...
The j1939 message/frame I need to create has a counter/checksum in it.
Now I can calculate the checksum using the constituent values of the frame (e.g. byte 1 is a 4 bit control type and a 4 bit mode), but I would rather use the bytes of the finished message so the checksum can be done more 'generically' without caring what is in those bytes.
So assume the output j1939 is called Fred maybe there is something like Fred.byte(1) or similar I can use in the maths, I cant see it but maybe someone knows of something I missed.
Then I would like the function (calcChecksum) to be available to ALL frames (Fred, Bob, Delilah...) without being rewritten - also dont really see how that can be done but at the moment until Fred.byte(1) etc. is sorted it doesnt matter.
Master Module timeout
In order to meet CE with my system I have to power up different modules for different operations, this also involves switching between two e-stop switches. I perform that operation with a basic rocker switch. Because of the rocker switch operation, at times there is a VERY brief interruption in power to my main master module (MC43). Normally this doesn't affect the machine but every once in a while I get a no contact on that module. The only way around that is to have my main module set to "Optional" which I would rather not do. Can a timeout be implemented for master modules? I just need it to ignore 1 or 2 cycles during that switch.
 Unsupported byte alignment
Unsupported byte alignment
Unsupported byte alignment in J1939xxx.dbc
Signals using Motorola byte order may not span over multiple bytes unless they are byte aligned. These signals have not been imported.
This is an issue, I dont choose where the signals are, nor the byte orders size etc etc etc they are specified by others. Now I am prepared to admit being a software bod that doing some fiddling with non byte aligned integers can be tricky but other applications dont complain about this so perhaps it is time to put some libraries in to cope.
More over it is certainly a problem that in a database with several dozen signals, maybe more than a hundred just telling me you ditched some without telling me specifically which you ditched makes sorting the mess even harder.
If you cant fix the byte alignment issues you are having please at least list the problematic signals so we can try and do something about it.


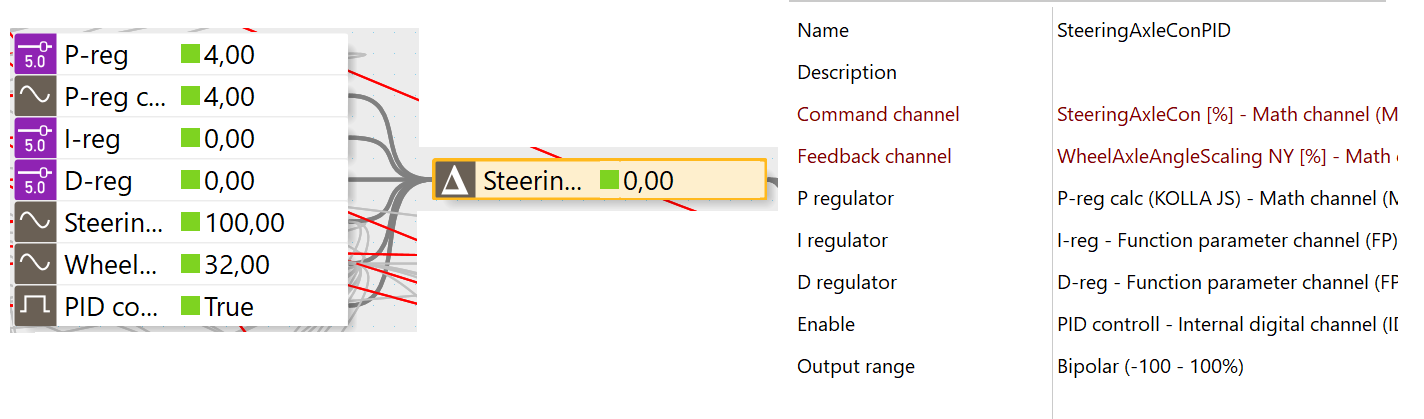
Unexpected behaviour from PID-regulator
I have a behaviour from the PID-regulator which I don't quite understand. Usually it works as expected but in some situations it ends up in a state where the output is zero even though command and feedback channels are different.
Can you please explain what I'm missing here?
- Command channel = 100
- Feedback channel = 32
- P = 4
- I = 0
- D = 0
- Enable = True
- Output = 0
Set value's parameters in adjust groups
Is there any way to set same min/max/step size value's in multiple function/integer parameters in adjust groups ?
If yes, someone know's how, if not, would be a great feature
Now every value must be set seperate
Customer support service by UserEcho